Conventional cutting tools hit a wall when part designs get truly complex. Sharp internal corners, deep cavities, and hardened materials that dull blades fast — these are problems that standard milling and turning struggle to solve cleanly. Manufacturers working on high-spec components needed a fundamentally different approach.
Electro Discharge Machining became that answer. Rather than grinding or cutting, it burns material away with spark energy, micron by micron. For anyone working in aerospace, automotive, or medical manufacturing, getting familiar with EDM opens up design possibilities that simply weren't on the table before.
What Is Electro Discharge Machining?

Electro Discharge Machining (EDM) is a non-traditional subtractive manufacturing process. No cutting tools, no mechanical force — just controlled electrical sparks jumping between an electrode and a conductive workpiece, eroding material with remarkable accuracy. It's a method built for situations where conventional tooling simply can't do the job.
Those sparks aren't gentle. Temperatures climb between 8,000°C and 12,000°C at the discharge point, vaporizing material at a microscopic scale. To keep things stable, the electrode and workpiece stay submerged in a dielectric fluid the entire time — it cools the process down and continuously flushes eroded particles out of the cutting zone.
How Does the EDM Process Work?
The fundamental principle of EDM is spark erosion. Here's a simplified breakdown:
- The electrode is positioned close to the conductive workpiece without touching it.
- A voltage is applied, and once the gap reaches a critical threshold, a spark discharges.
- Each spark removes a tiny amount of material through melting and vaporization.
- The dielectric fluid carries debris away and stabilizes the process.
- Thousands of sparks per second repeat this cycle until the desired shape is achieved.
Because the tool never physically contacts the workpiece, there's no mechanical stress or distortion — an enormous advantage for delicate or thin-walled components.
The Three Main Types of EDMDie Sinking EDM
Also called Ram EDM or sinker EDM, this method uses a custom-shaped electrode — typically graphite or copper — machined in the reverse profile of the desired cavity. The electrode is lowered into the workpiece, and sparks erode the cavity shape into the material. It's the go-to solution for mold-making and deep cavities.
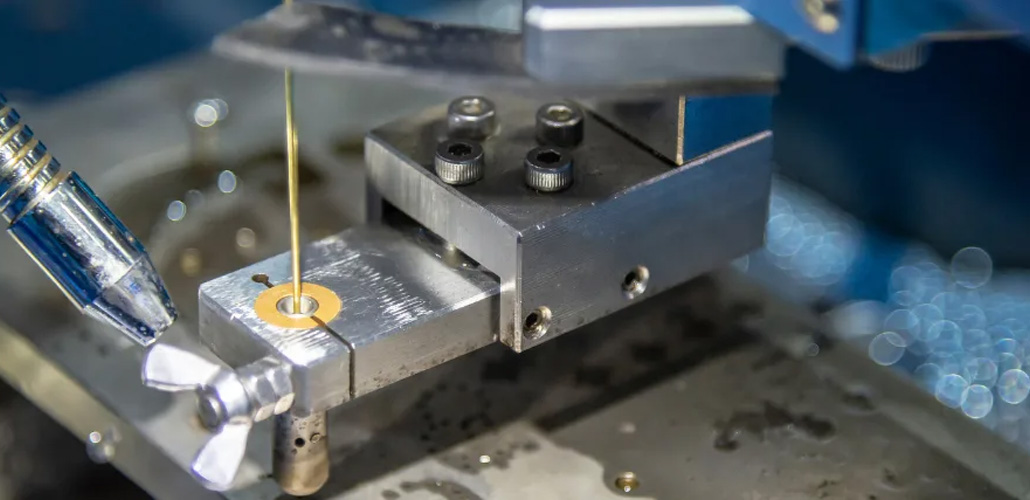
Wire EDM
Wire EDM replaces the shaped electrode with a continuously fed, electrically charged wire, typically 0.05–0.35mm in diameter. Think of it like an electric cheese wire — it slices through metal with extreme precision. It excels at cutting intricate 2D profiles and extrusion dies, though it cannot produce perfectly square inside corners without a dog-bone relief strategy.
Hole Drilling EDM
This variant drills extremely fine, deep holes using a pulsing cylindrical electrode. It's critical in aerospace manufacturing, particularly for machining cooling channels inside high-temperature turbine blades — a feat impossible with conventional drills.
Key Advantages of EDM
Precision machining is where EDM truly shines. It achieves tolerances as tight as ±0.003mm, making it indispensable in aerospace, medical, and automotive sectors. Additional advantages include:
- No tool-to-workpiece contact — zero distortion, even on fragile parts
- Works on any conductive material — hardened steel, titanium, Inconel, carbides
- Smooth surface finishes — achievable down to Ra ≤0.4 μm with fine finishing passes
- No burrs — the process leaves clean edges without secondary deburring
For a deeper technical comparison between EDM surface finishes and CNC milling.
Limitations Worth Knowing
EDM is not a universal solution. Its material removal rate is significantly slower than CNC milling or turning, making it unsuitable for high-volume bulk material removal. The process is also energy-intensive, raising both cost and carbon footprint concerns for large-scale production runs.
Additionally, only electrically conductive materials qualify. Plastics, ceramics, and composites are entirely off the table.
What Materials Can Be Machined?
EDM handles a wide range of conductive metals effectively:
- Tool Steels (D2, H13) – ideal for dies and molds
- Stainless Steel (304, 316) – corrosion-resistant parts for medical and food industries
- Titanium – lightweight, high-strength aerospace and implant components
- Inconel and superalloys – extreme-heat-resistant turbine and engine parts
- Aluminum and copper alloys – when tight tolerances override the speed advantage of conventional machining
How LVMA Applies EDM in Component Manufacturing
At LVMA, we've spent over 30 years refining our precision machining capabilities across CNC processing, stamping, bending, edm, and more. EDM is one of the core processes we provide when clients require high-complexity geometries that traditional methods simply can't deliver.
Our production system is built around exactly the kind of tight tolerance, high-consistency demands that EDM addresses. When a customer brings us a part with deep internal cavities, micro-holes, or hardened material requirements, EDM is often part of the solution we engineer for them.
Conclusion
So, does EDM replace conventional machining? Not exactly. It works best alongside it — handling the features that milling and turning can't touch. Tight corners, fragile walls, exotic alloys: these are where Electro Discharge Machining earns its place in the production line. The tradeoff is speed and energy consumption, so it's a deliberate choice rather than a default one.
The three EDM variants — wire, sinker, and hole drilling — each solve a different problem. Matching the right method to the right geometry is what separates good results from great ones. For teams prioritizing precision machining on complex, high-value parts, EDM isn't just useful — it's often the only viable path forward.
Media Contact
Company Name: Zhejiang LVMA Co., Ltd.
Email: Send Email
Country: China
Website: https://www.lvma-cnc.com/




